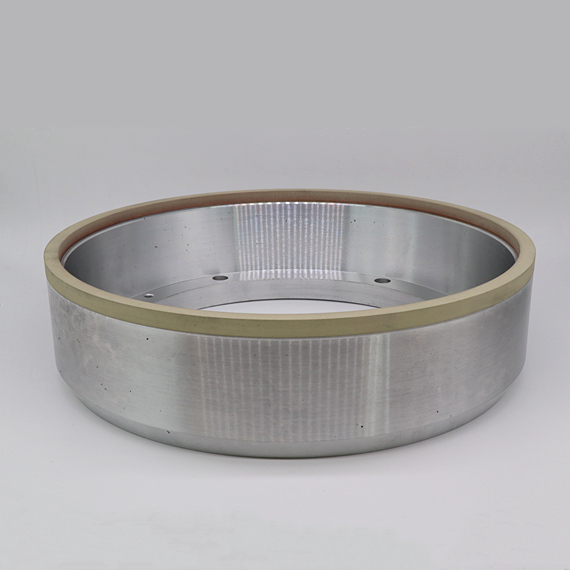
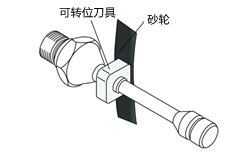
Vitrified peripheral diamond grinding wheel for machining indexable tools
Application of peripheral grinding wheel
Mainly used for precision edge grinding of indexable inserts (such as tungsten carbide inserts, ceramic inserts, cubic boron nitride inserts).
Good surface accuracy retention, high material removal efficiency, good wear resistance and long service life.
Workpiece materials: tungsten carbide, ceramic, metal ceramic PCD/PCBN inserts, etc.

Peripheral grinding wheels are suitable for grinding machines:
We are able to produce various types of grinding wheels, suitable for supporting grinding machines, such as WENDT in Germany, WAIDA in Japan, AGATHON in Switzerland, EWAG in Switzerland, COBORN in the UK and peripheral grinding machines produced by related domestic manufacturers.
Agathon:
400 Series: 400 PENTA, 400COMBI, 400SEMI, 400PERI.
350 Series: 350T B, 350COMBI
250 Series: PA250
万特:
400 Series: WAC715, WAC735
350 Series: WAM336
瓦伊达
AP460E
Specifications, drawings, cases
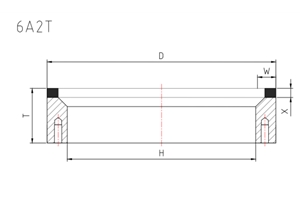
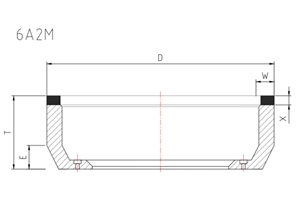
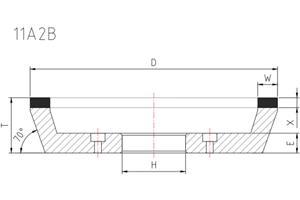
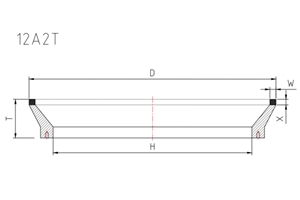
Model | Applicable models | D(mm) | H(mm) | W(mm) | T(mm) | X(mm) |
| 瓦伊达:AP460E | 200 | 60 | 6,8,10,12 | 45 | 6 |
| 万特:400 系列 | 400 | 336 | 6,8,10,12,15 | 39 | 6 |
| 阿格顿:350 系列 | 350 | 200 | 6,8,10,12,15 | 27 | 6 |
| 阿格顿:400 系列 | 400 | 340 | 6,8,10,12,15 | 28 | 6 |
6A2H | 伊瓦格 WS 系列
Coborn | 150 | 40 | 4 6 10 15 20 | 40 | 5 6 8 10 |
2A2T | 万特 WCD | 350 | 310 | 5 10 17.5 | 45 | 6 |
| Other specifications and models can be customized according to customer needs. |
Peripheral grinding wheel processing parameters
Vitrified bond diamond grinding wheels for PCD peripheral grinding
|
Grinding wheel size: | 11A2-Ø200-W10-X10-H40 |
Grinding wheel size: | D16 C125 |
Grinding wheel speed: | 12M/S |
Coolant: | Oil |
machine | EWAG Compact line |
pressure: | Pressure 130-140 Nm |
Working life | 0.007mm/plate |
Peripheral grinding wheel dressing suggestions
Now that peripheral grinding machines occupy a large number of tool production lines and peripheral grinding wheels are widely used in indexable insert grinding, every tool manufacturer is desperately seeking peripheral grinding wheels with higher grinding efficiency. However, almost any grinding method is inseparable from dressing, which can make grinding more efficient and higher quality. We cannot forget the importance of dressing. When we are busy improving and developing a new generation of peripheral grinding wheels, we should also think about more scientific dressing methods.
As shown in the figure below, we have given some dressing solutions for peripheral grinding wheels.
| Dressing wheel | Peripheral grinding wheel | application |
| model | Features | granularity | Grinding wheel binder | Grinding wheel size | Grinding method | Blade material |
| Ceramic Alumina Dressing Wheel
| Lower hardness, softer than silicon carbide grinding wheel, no damage to diamond particles during dressing. First choice for dressing peripheral grinding wheels.
| 120#
| Resin | ≥320#
| Peripheral grinding
| Cemented carbide, ceramic, cermet
|
| Metal | >600#
| Peripheral grinding
| Cemented carbide, ceramic
|
| ceramics | >240#
| Peripheral grinding
| Cemented carbide, ceramic
|
320#
| Resin | <320#
| Peripheral grinding
| Cemented carbide, ceramic, cermet
|
| Metal | ≤600#
| Peripheral grinding
| Cemented carbide, ceramic
|
| ceramics | ≤240#
| Peripheral grinding
| PCBN,PCD
|
500#
| ceramics | ≤1500#
| Peripheral grinding | PCBN,PCD
|
| Ceramic Silicon Carbide Dressing Wheel
| It has a higher hardness and is suitable for grinding wheel shaping. | 80#
| Resin | >120#
| Top & Bottom | Cemented carbide, ceramic, cermet
|
| Metal | >150#
| Top & Bottom
| Cemented carbide, ceramic
|
200#
| Resin | ≥240#
| Peripheral grinding
| Cemented carbide, ceramic, cermet
|
| Metal | ≥320#
| Peripheral grinding
| Cemented carbide, ceramic
|
Welcome to consult Henan JCB Superhard Materials Co., Ltd. We will select a more suitable dressing solution based on your actual production conditions.
The above dressing wheel selection method is for reference only.