Engine valve grinding wheel
Grinding is an important link in the engine valve processing chain and therefore plays a big role in the quality of the parts. Grinding wheels are used to process engine valves (intake valves, outlet valves) for cars, motorcycles, trucks, etc.
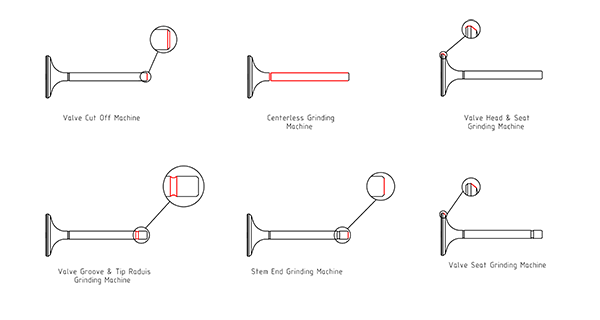
The main parts of valve grinding are:
► Valve stop grinding
► Valve shaft centerless grinding
► Valve head and valve seat grinding
► Valve groove and valve tip grinding
► Valve stem end face grinding
► Valve seat grinding
Engine valve grinding case
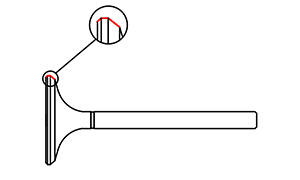
1. Grinding of valve head: (valve material: high nickel material)
| Product Name | Rough grinding head (external circle + cone) 60°grinding wheel |
| Specifications | 510D-30T-203.2H-60° |
| Binding Agent | Electroplated |
| Weight | 20-25Kg |
| Dynamic Balance | ≤0.5g |
| Installation Requirements | Radial runout&end runout ≤0.003mm |
| Workpiece |
| Margin | φ0.5-1mm |
| Material | Nickel 30(High-nickel) |
| Working Accuracy | Rz≤10μm |
| Other Requirement | No scratches, burns, vibration marks and other defects on the surface |
| Machining effect |
| Processing Life | 100-120 thousand Pcs |
| Roughness | Rz≈5μm |
| Processing Time | 10s |
| Stability | Batch processing size is stable, no need to debug |
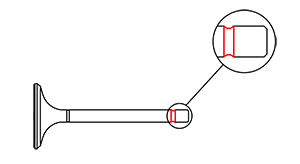
2. Grinding of valve lock groove: (valve material: martensite/austenite)
| Products Name | Locking groove grinding wheel |
| Specifications | 400D*24T*160H |
| Binding Agent | Electroplated |
| Weight | 16-20kg |
| Dynamic Balance | ≤0.5g |
| Installation Requirements | Radial runout&end runout ≤0.003mm |
| Workpiece |
| Margin | φ1.2mm |
| Material | Martensitic heat resistant steel |
| Working Accuracy | Ra≤0.8μm |
| Other Requirement | The grinding surface has the same texture, no chatter marks, burns, and no burrs. |
| Machining Effect |
| Processing Life | 120-150 thousand Pcs |
| Roughness | Ra≤0.8μm |
| Processing Time | 7~8s |
| Stability | Batch processing size is stable, no need to debug |







.png)